简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
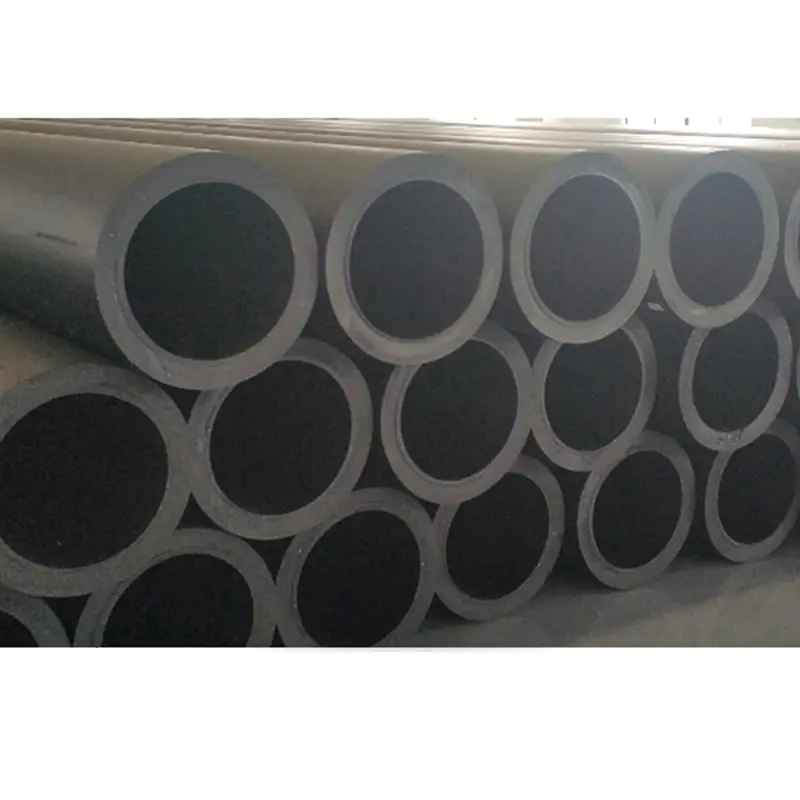
High-Density Polyethylene (HDPE) pipes have gained popularity in industrial chemical transport due to their exceptional chemical resistance, flexibility, and long service life. Unlike metal pipes, HDPE pipes are resistant to corrosion, scaling, and most industrial chemicals, making them an ideal choice for safely transporting acids, alkalis, and other corrosive fluids. Their lightweight nature and ease of installation further enhance their suitability for industrial applications where reliability and low maintenance are critical.
Content
Chemical Resistance of HDPE Pipes
HDPE pipes are constructed from high-density polyethylene, a polymer that exhibits excellent resistance to a wide range of chemicals, including strong acids, alkalis, and organic solvents. This chemical resistance ensures that the integrity of the pipe is maintained even when transporting aggressive substances over extended periods. HDPE’s non-reactive surface prevents contamination and degradation, providing a safe and stable environment for chemical transport.
Moreover, HDPE pipes do not corrode like steel or iron pipes, eliminating the risk of leaks or failures due to chemical attack. This durability reduces maintenance costs and improves the overall reliability of industrial systems.
Durability and Longevity
HDPE pipes are highly durable and can withstand harsh industrial conditions, including high pressure, impact, and temperature variations. The material’s inherent flexibility allows it to absorb shocks and vibrations without cracking or breaking, which is particularly important in chemical transport applications where pipe integrity is crucial.
The expected service life of HDPE pipes in chemical transport applications often exceeds 50 years under proper operating conditions. This longevity, combined with minimal maintenance requirements, makes HDPE pipes a cost-effective solution for industrial facilities.
Compatibility with Industrial Chemicals
HDPE pipes are compatible with a broad spectrum of industrial chemicals, including sulfuric acid, hydrochloric acid, sodium hydroxide, and various solvents. However, compatibility depends on factors such as chemical concentration, temperature, and exposure duration. Engineers typically refer to chemical compatibility charts and manufacturer guidelines to ensure safe and effective use of HDPE pipes in specific chemical transport applications.
Additionally, HDPE’s smooth inner surface prevents build-up and scaling, maintaining consistent flow rates and minimizing the risk of blockages or contamination.
Safety and Environmental Advantages
Using HDPE pipes for chemical transport enhances workplace safety by reducing the likelihood of leaks, spills, and corrosion-related failures. HDPE’s resistance to cracking and its flexibility under stress minimize the risk of accidental releases of hazardous chemicals, protecting workers and the environment.
From an environmental perspective, HDPE pipes are recyclable, contributing to sustainable industrial practices. Their long service life and resistance to chemical degradation also reduce the frequency of pipe replacement and associated waste.
Installation and Maintenance Benefits
HDPE pipes are lightweight and easy to handle, reducing installation time and labor costs. They can be joined using heat fusion or mechanical fittings, ensuring leak-free connections suitable for chemical transport. Unlike metal pipes, HDPE does not require coatings or cathodic protection, simplifying maintenance and reducing operational expenses.
Additionally, the flexibility of HDPE pipes allows for long continuous runs with fewer joints, further minimizing potential leak points and improving overall system reliability.
Applications Across Industries
HDPE pipes are widely used in industries such as chemical manufacturing, water treatment, pharmaceuticals, and food processing. They transport a variety of chemicals including acids, bases, brine solutions, and corrosive effluents. In addition, HDPE pipes are used for chemical slurry transport and industrial wastewater systems where chemical resistance and durability are essential.
Their versatility allows them to be installed in both above-ground and underground applications, accommodating different piping layouts and environmental conditions.
Comparison of HDPE Pipes with Traditional Materials
| Feature | HDPE Pipe | Steel Pipe | PVC Pipe |
| Chemical Resistance | Excellent | Moderate (corrodes) | Good (limited high temp) |
| Durability | High (flexible, impact-resistant) | High (rigid, prone to corrosion) | Moderate (brittle at low temp) |
| Installation | Lightweight, easy fusion | Heavy, welding required | Lightweight, solvent welding |
| Maintenance | Minimal | High (corrosion, coating) | Moderate (joint issues) |
Conclusion
HDPE pipes are highly suitable for industrial chemical transport due to their chemical resistance, durability, flexibility, and ease of installation. They provide a safe, cost-effective, and environmentally friendly alternative to metal and other plastic pipes, supporting a wide range of applications in chemical, pharmaceutical, food processing, and water treatment industries. By choosing HDPE pipes, industrial operators can ensure reliable transport of chemicals with minimal maintenance and reduced risk of leaks or contamination.