简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
The success of any polypropylene random copolymer (PPR) plumbing system relies almost entirely on the quality of the fusion joints created by its fittings. Unlike mechanical connections that depend on gaskets and torque, PPR fittings form a homogeneous, monolithic bond with pipes when heated correctly. This molecular fusion eliminates the primary causes of leaks: thermal expansion gaps and material degradation over time. For residential and commercial applications, choosing the right fitting type and adhering strictly to heating times ensures a system lifespan of over 50 years at operating temperatures up to 70°C.
Content
Why PPR Fittings Outperform Traditional Materials
PPR fittings have replaced copper and PVC in many modern installations due to their unique chemical structure. The random copolymerization process gives these fittings superior resistance to both high temperatures and chemical corrosion. When evaluating plumbing materials, the thermal conductivity and joint integrity are the most critical factors.
Thermal Stability and Pressure Resistance
Standard PPR fittings, typically classified under PN20 or PN25 pressure ratings, can withstand continuous operation at 70°C and short-term peaks up to 95°C. This makes them ideal for central heating systems and hot water distribution where metal fittings might suffer from oxidation or scale buildup. The linear expansion coefficient of PPR is higher than metal, but this is managed through proper fitting design and installation techniques like using slide-in sleeves or expansion loops.
Hydraulic Efficiency and Hygiene
The inner walls of PPR fittings are exceptionally smooth, with a roughness coefficient of only 0.007mm. This smoothness reduces friction loss, allowing for better flow rates compared to corroded metal pipes. Furthermore, PPR is non-toxic and does not support bacterial growth, ensuring that potable water remains clean without the risk of lead leaching often associated with older brass fittings.
Essential Types of PPR Fittings and Their Uses
Selecting the correct fitting geometry is crucial for maintaining system pressure and direction. While there are dozens of specialized shapes, most plumbing projects rely on a core set of standard fittings. Understanding their specific applications prevents unnecessary complexity and potential failure points.
| Fitting Type | Primary Function | Key Installation Note |
|---|---|---|
| Coupling | Joining two pipes in a straight line | Ensure pipes are cut square to avoid gap formation |
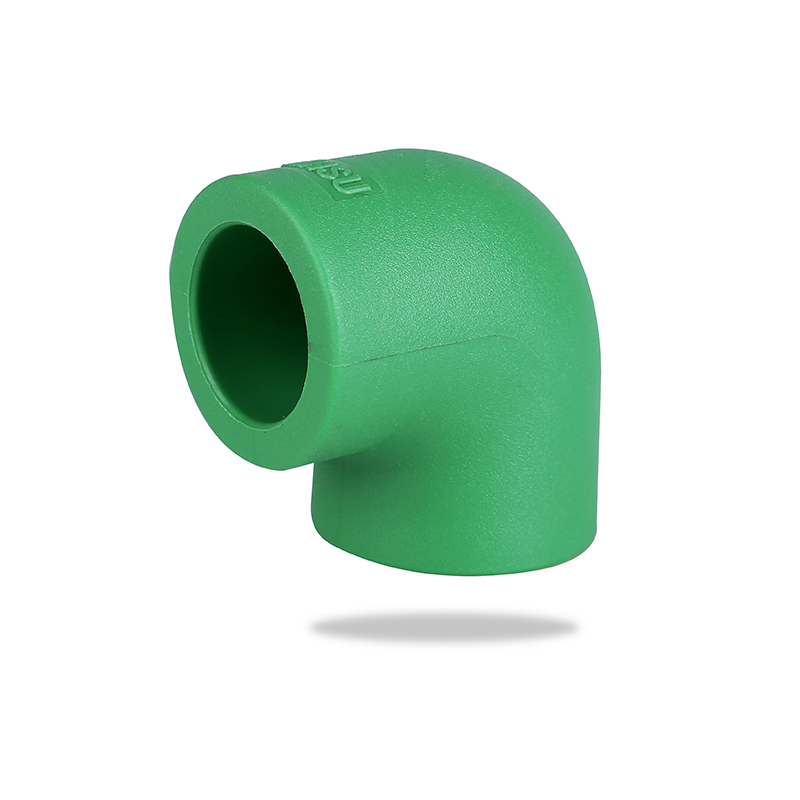
| Elbow (90°/45°) | Changing direction of flow | Avoid using 90° elbows in high-velocity main lines to reduce pressure drop |
| Tee (Equal/Reducing) | Splitting or combining flow paths | Support the branch pipe to prevent stress on the joint |
| Male/Female Adapter | Transitioning to threaded metal components | Use Teflon tape on threads; do not overtighten brass inserts |
| End Cap | Sealing the end of a pipe | Often used for future extension points; label clearly |
Step-by-Step Installation Guide for Leak-Free Joints
The installation of PPR fittings uses a heat fusion method known as socket welding. This process melts the outer layer of the pipe and the inner layer of the fitting, allowing them to merge into a single piece upon cooling. Deviating from the standard procedure is the leading cause of joint failure.
Preparation and Cutting
Before heating, ensure the pipe end is cut perfectly perpendicular to the axis. Use a dedicated PPR pipe cutter rather than a saw to avoid burrs. Clean the pipe end and the inside of the fitting with a lint-free cloth and alcohol if necessary to remove dust, oil, or moisture. Mark the insertion depth on the pipe with a marker; this prevents under-insertion (which causes leaks) and over-insertion (which restricts water flow).
Heating and Fusion Parameters
The welding machine must be set to 260°C ± 5°C. Temperature control is vital; too low results in incomplete fusion, while too high degrades the polymer, weakening the joint. The heating time depends strictly on the pipe diameter. Once the heating time is reached, remove the pipe and fitting simultaneously and push them together firmly in one straight motion. Do not rotate the pieces during insertion.
| Pipe Diameter (mm) | Heating Time (seconds) | Insertion Time (seconds) | Cooling Time (minutes) |
|---|---|---|---|
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Common Mistakes and Troubleshooting
Even with high-quality PPR fittings, installation errors can compromise the entire system. Recognizing these pitfalls early can save significant repair costs. Most issues arise from rushing the process or using worn-out welding tools.
- Rotation during insertion: Twisting the pipe into the fitting disrupts the uniform melt layer, creating weak spots. Always push straight in.
- Insufficient cooling time: Moving or stressing the joint before it has fully crystallized will cause micro-cracks. Respect the cooling times listed in Table 2.
- Dirty heating heads: Residual plastic on the welding machine's heating heads leads to uneven heating. Clean the heads with a cotton cloth while they are still warm but not hot.
- Mixing brands: Different manufacturers may use slightly different PPR formulations. It is best practice to use pipes and fittings from the same brand to ensure compatible melting points and viscosity.
Maintenance and Long-Term Performance
One of the greatest advantages of PPR fittings is their near-zero maintenance requirement. Since the joints are fused, there are no gaskets to dry out or nuts to loosen. However, external factors can still affect the system's longevity.
For exposed installations, protect PPR fittings from direct UV radiation. While PPR is chemically stable, prolonged exposure to sunlight can cause surface chalking and brittleness over many years. Use insulation foam or paint designed for plastics if the pipes are installed outdoors or in sunlit areas. Additionally, although PPR is resistant to freezing damage better than rigid metals, water expansion during freezing can still burst the pipe body. Ensure proper insulation in unheated spaces to maintain the integrity of the fitting network.