简体中文
简体中文 English
English русский
русский Español
Español Français
Français عربى
عربى Português
Português 日本語
日本語 italiano
italiano Nederlands
Nederlands Polskie
Polskie
Content
- 1 Understanding PPR Couplings and Their Essential Role
- 2 Types and Variations of PPR Couplings
- 3 Proper Installation Techniques for PPR Couplings
- 4 Technical Specifications and Performance Standards
- 5 Common Installation Mistakes and Prevention
- 6 Selection Criteria for Different Applications
- 7 Quality Assessment and Product Verification
- 8 Cost Considerations and Economic Analysis
- 9 Troubleshooting and Repair Solutions
Understanding PPR Couplings and Their Essential Role
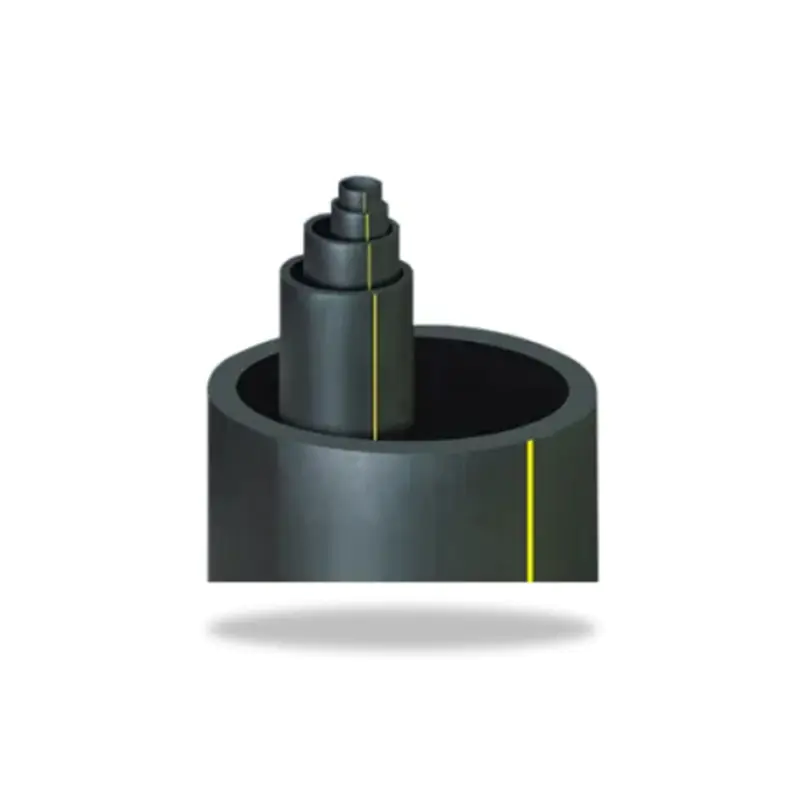
A PPR coupling is a specialized fitting used to join two sections of polypropylene random copolymer (PPR) pipe in a straight line through heat fusion welding. This fundamental component serves as the primary connection method for extending pipe runs and creating leak-proof joints in both hot and cold water distribution systems. PPR couplings are manufactured from the same random copolymer material as the pipes themselves, ensuring thermal compatibility and uniform expansion characteristics throughout the entire system.
The coupling design features a socket on each end with precisely machined internal dimensions that accommodate the pipe's outer diameter. During installation, both pipe ends and the coupling sockets are simultaneously heated to 260±10°C, then joined under pressure to create a molecular bond stronger than the pipe material itself. This fusion welding process eliminates the need for adhesives, sealants, or mechanical fasteners, resulting in a permanently sealed connection that maintains full system pressure ratings.
PPR couplings are available in sizes ranging from 20mm to 110mm diameter, corresponding to standard pipe dimensions. They maintain the same pressure classification (PN10, PN16, PN20, or PN25) as the pipes they connect, ensuring consistent performance throughout the system. The component accounts for approximately 15-25% of total fitting requirements in typical plumbing installations, making it the most frequently used PPR fitting type.
Types and Variations of PPR Couplings
Different coupling configurations serve specific installation requirements and system designs:
Standard Socket Couplings
The most common type features two identical sockets for joining pipes of the same diameter. These couplings have a compact length of approximately 1.5-2 times the pipe diameter, minimizing the space required for connections. Standard couplings are suitable for both exposed and concealed installations where straight-line pipe extensions are needed without directional changes.
Reducing Couplings
These specialized fittings connect pipes of different diameters, featuring sockets of two different sizes. Reducing couplings eliminate the need for separate reducer fittings and additional joints, streamlining installations where pipe size transitions occur. Common size combinations include 32mm to 25mm, 25mm to 20mm, and 40mm to 32mm. Using reducing couplings instead of multiple fittings reduces installation time by approximately 30% and decreases potential leak points.
Threaded Couplings
PPR couplings with integrated metal threads provide transition connections to equipment, valves, or fixtures with threaded connections. One end features a standard PPR socket for heat fusion, while the other contains brass or stainless steel threading (typically 1/2", 3/4", or 1" NPT or BSP). The metal insert is molded into the PPR body during manufacturing, creating a permanent mechanical bond. These transition fittings are essential where PPR systems interface with conventional plumbing components, with brass inserts rated for pressures up to 2.5 MPa at 20°C.
Repair Couplings
Extended-length couplings designed for repair work feature deeper sockets or sliding mechanisms that allow connection to existing pipes without requiring pipe rotation. These specialized fittings prove invaluable when replacing damaged sections in tight spaces or when pipes cannot be turned due to space constraints. Repair couplings typically measure 2.5-3 times standard coupling length to accommodate the additional socket depth required for this application.
| Coupling Type | Primary Application | Key Feature | Installation Context |
|---|---|---|---|
| Standard Socket | Same diameter connections | Compact design | General pipe extensions |
| Reducing | Diameter transitions | Two different socket sizes | Branch line reductions |
| Threaded | Equipment connections | Metal thread insert | Valve and fixture interfaces |
| Repair | Damaged section replacement | Extended socket depth | Confined space repairs |
Proper Installation Techniques for PPR Couplings
Correct installation procedures are critical for achieving reliable, leak-free connections that maintain full system performance:
Pre-Installation Preparation
Before beginning fusion welding, verify that pipes and couplings match in both diameter and pressure rating. Cut pipes squarely using dedicated PPR pipe cutters to ensure perpendicular ends without deformation. Mark insertion depth on pipe ends using the coupling as a guide—typical insertion depths range from 14mm for 20mm pipes to 40mm for 110mm pipes. Clean and dry both pipe ends and coupling sockets thoroughly, removing any dirt, moisture, or oil that could compromise fusion quality.

Fusion Welding Process
Heat the fusion welding tool to the specified temperature of 260°C and allow adequate warm-up time, typically 10-15 minutes for reliable temperature stability. Simultaneously insert the pipe end into the heating mandrel and the coupling socket onto the heating die. Apply moderate pressure during heating without forcing—excessive pressure can deform the pipe wall. Heating duration must match pipe diameter specifications precisely:
- 20mm diameter: 5 seconds heating, 4 seconds joining, 2 minutes cooling
- 25mm diameter: 7 seconds heating, 4 seconds joining, 2 minutes cooling
- 32mm diameter: 8 seconds heating, 6 seconds joining, 4 minutes cooling
- 40mm diameter: 12 seconds heating, 6 seconds joining, 4 minutes cooling
- 50mm diameter: 18 seconds heating, 6 seconds joining, 4 minutes cooling
Joining and Cooling
After heating, remove both components from the tool and immediately insert the pipe into the coupling socket in one smooth motion until reaching the marked insertion depth. Hold the joint firmly in position without twisting or adjusting—any movement during the initial cooling phase will compromise joint integrity. A small bead of melted material should form around the joint perimeter, indicating proper fusion. Maintain the joint in a fixed position throughout the entire cooling period before allowing any stress or movement. Joints subjected to stress before adequate cooling show failure rates up to 40% higher than properly cooled connections.
Quality Verification
Inspect completed joints for uniform fusion beads around the entire circumference, indicating consistent heating and insertion. The pipe should be inserted to the marked depth without gaps at the coupling shoulder. Check for alignment—pipes should continue in a straight line through the coupling without visible angles or offsets. Properly executed joints exhibit no stress whitening, deformation, or incomplete fusion areas. Professional installers maintain defect rates below 1% when following proper procedures.
Technical Specifications and Performance Standards
PPR couplings must meet stringent technical requirements to ensure system reliability and safety:
Dimensional Accuracy Requirements
Socket internal diameters must maintain precise tolerances to ensure proper fusion without gaps or excessive material displacement. Manufacturing standards specify tolerances of ±0.2mm for pipes up to 63mm diameter and ±0.3mm for larger sizes. Wall thickness at the coupling body must equal or exceed the pipe wall thickness to prevent weak points in the system. Socket depth must provide adequate fusion area while maintaining reasonable coupling length for practical installation.
Pressure and Temperature Performance
PPR couplings carry the same pressure classification as the pipes they connect. A PN20 coupling used with PN20 pipe maintains 2.0 MPa working pressure at 20°C and 1.0 MPa at 70°C. The coupling material must demonstrate identical thermal expansion characteristics to the pipe, with a coefficient of 0.15 mm/m·K, ensuring that thermal stress does not concentrate at joints. Properly installed coupling joints withstand pressure testing to 1.5 times the rated working pressure without leakage or deformation.
Material Quality Standards
Quality couplings use Type 3 (PPR) random copolymer material meeting ISO 15874 specifications. The material must exhibit minimum tensile strength of 25 MPa and maintain flexibility at low temperatures without brittle failure. Virgin material production ensures consistent properties, while recycled content can introduce variations that compromise performance. Reputable manufacturers mark each coupling with size, pressure rating, production date, and standard compliance information. Absence of clear markings suggests substandard products with failure rates 3-5 times higher than certified components.
Chemical Resistance Verification
PPR couplings must resist degradation from chlorinated water, pH variations, and temperature cycling. Testing protocols expose couplings to accelerated aging conditions including continuous exposure to water at 95°C for 1000 hours, followed by pressure testing to verify retention of mechanical properties. Quality components show less than 10% strength reduction after accelerated aging equivalent to 50 years of service.
Common Installation Mistakes and Prevention
Understanding frequent installation errors helps prevent system failures and costly repairs:
Insufficient or Excessive Heating
Inadequate heating time prevents proper molecular fusion, creating weak joints that may leak immediately or develop slow leaks over time. Conversely, excessive heating degrades the polymer structure, reducing strength and creating oversized fusion beads that partially obstruct flow. Field studies indicate that timing deviations exceeding ±2 seconds from specifications increase failure risk by 60%. Use timers or follow standardized heating schedules to maintain consistency across all joints.
Contaminated Fusion Surfaces
Dirt, moisture, oil, or oxidation on pipe ends or coupling sockets interferes with molecular bonding. Even small amounts of contamination create weak zones that concentrate stress. Remove the outer layer from pipe ends using a shaving tool, and clean coupling sockets with isopropyl alcohol before fusion. Wearing gloves prevents skin oils from contaminating surfaces. Contamination-related failures typically manifest as pinhole leaks appearing 6-18 months after installation when thermal cycling stresses the compromised bond.
Incomplete Insertion Depth
Failure to insert pipes fully to the socket shoulder reduces fusion area and creates stress concentration points. Mark correct insertion depth clearly on pipe ends before heating, and verify complete insertion immediately after joining while material remains visible. Incomplete insertion reduces joint strength by up to 50% and significantly increases failure probability under pressure surges or water hammer events.
Movement During Cooling
Rotating, flexing, or stressing joints before adequate cooling prevents proper crystallization of the fusion zone. Even slight movements compromise bond integrity. Support pipes adequately during cooling periods and plan installation sequences to avoid working near recently completed joints. Temperature-dependent cooling times must be extended in cold environments—installations below 5°C ambient temperature require 50% longer cooling periods to achieve equivalent strength.
Mismatched Components
Combining couplings and pipes of different pressure ratings creates system weak points. A PN16 coupling in a PN20 system cannot safely handle full system pressure. Similarly, using oversized or undersized couplings prevents proper fusion or creates excessive stress. Verify component compatibility before installation, ensuring all elements share the same pressure classification and nominal diameter.
Selection Criteria for Different Applications
Choosing appropriate PPR couplings depends on specific system requirements and installation conditions:
Residential Hot and Cold Water Systems
Standard residential installations typically use PN20 couplings for both hot and cold water distribution. These provide adequate safety margin for typical municipal water pressures of 0.3-0.6 MPa while accommodating occasional pressure surges. Hot water systems operating at 60-70°C benefit from PN20's 1.0 MPa pressure rating at 70°C, ensuring long-term reliability. For cold water lines only, PN16 couplings offer cost savings without sacrificing safety.
Radiant Floor Heating Applications
Underfloor heating systems require fewer couplings due to continuous pipe runs, but connections at manifolds and equipment interfaces remain critical. Select couplings with oxygen barrier properties matching the pipe specification to prevent system corrosion. Operating temperatures of 40-55°C allow use of PN16 couplings in most cases, though PN20 provides additional safety margin. Threaded couplings facilitate connections to manifolds and boiler equipment.
Commercial and High-Pressure Systems
Multi-story buildings or systems with booster pumps may experience pressures exceeding 1.0 MPa, requiring PN25 couplings rated for 2.5 MPa at 20°C. Industrial applications with hot water circulation at 80-90°C also benefit from PN25's higher temperature derating capacity. The increased wall thickness of PN25 components adds minimal cost while providing substantial pressure safety margin.
Outdoor and Exposed Installations
Couplings in outdoor locations require UV-resistant formulations to prevent degradation from sunlight exposure. Standard indoor-grade PPR yellows and becomes brittle after prolonged UV exposure, with strength loss becoming significant after 6-12 months of direct sunlight. UV-stabilized couplings incorporate carbon black or UV inhibitors, maintaining properties for 10+ years in outdoor conditions. For below-ground installations, standard couplings perform adequately as soil provides UV protection.
| Application Type | Recommended Rating | Operating Conditions | Special Considerations |
|---|---|---|---|
| Residential cold water | PN16 | 20°C, 0.3-0.6 MPa | Cost-effective choice |
| Residential hot water | PN20 | 60-70°C, 0.4-0.8 MPa | Standard recommendation |
| Floor heating | PN16-PN20 | 40-55°C, 0.3-0.5 MPa | Oxygen barrier required |
| Commercial high-pressure | PN25 | Variable temp, >1.0 MPa | Maximum safety margin |
| Outdoor exposed | PN16-PN20 | Variable, UV exposure | UV-stabilized formula |
Quality Assessment and Product Verification
Distinguishing quality PPR couplings from inferior products protects system integrity and prevents premature failures:
Visual Inspection Criteria
Examine coupling surfaces for smoothness and uniformity. Quality couplings exhibit consistent color throughout without streaking, mottling, or discoloration. Socket interiors should be clean and smooth without rough areas or visible contaminants. Wall thickness must be uniform around the entire circumference—variations exceeding 0.3mm indicate poor manufacturing control. Check for complete, legible markings including manufacturer identification, size, pressure rating, and production date.
Material Verification Methods
Genuine PPR material exhibits specific physical characteristics. The material should feel dense and substantial rather than hollow or lightweight. Flexing a coupling should show resilience without cracking or permanent deformation. Quality PPR returns to its original shape after bending, while inferior materials may show stress whitening or remain deformed. Surface hardness testing using a durometer should yield readings of 60-70 Shore D for authentic PPR, while softer materials suggest recycled content or inferior polymers.
Certification and Standards Compliance
Reputable manufacturers provide documentation of third-party testing and certification. Look for compliance with ISO 15874, EN 15874, or equivalent national standards. Certifications from recognized bodies such as NSF, DVGW, or WRAS indicate that products have undergone rigorous testing for safety and performance. Request test reports showing pressure resistance, thermal cycling, and chemical resistance results. Products lacking proper certification or documentation should be avoided regardless of price advantages, as uncertified fittings show failure rates 400-500% higher than certified components.
Packaging and Storage Assessment
Quality manufacturers package couplings in sealed bags or boxes that protect against contamination and UV exposure during storage. Individual packaging or organized bulk packaging indicates attention to quality control. Loose, unpackaged fittings may have accumulated dirt or damage during handling. Verify storage conditions—PPR couplings stored in direct sunlight or extreme temperatures may have degraded before installation. Products stored properly in climate-controlled warehouses maintain full specifications indefinitely.
Cost Considerations and Economic Analysis
Understanding PPR coupling costs helps optimize project budgets while maintaining quality standards:
Material Pricing Structure
Standard socket couplings represent relatively minor expenses in overall system cost. Typical pricing ranges from $0.50-$1.50 for 20mm couplings to $3.00-$8.00 for 50mm sizes, varying by pressure rating and manufacturer. Reducing couplings cost approximately 30-50% more than standard couplings due to increased material and manufacturing complexity. Threaded couplings with brass inserts command premium prices of 3-5 times standard coupling costs due to the metal component and assembly requirements.
Installation Labor Economics
While coupling material costs are modest, installation labor represents the larger expense component. Experienced installers complete coupling joints at rates of 15-25 joints per hour depending on pipe size and accessibility. This efficiency translates to labor costs of approximately $2-$5 per joint for residential work. Minimizing the number of joints through careful system design reduces both material and labor costs. Using reducing couplings instead of separate reducers and additional joints saves approximately $8-$12 per transition point when labor is included.
Lifecycle Cost Comparison
Quality PPR couplings installed correctly require zero maintenance and provide 50+ years of service life. This longevity eliminates replacement costs that affect mechanical joints, compression fittings, or soldered connections. The permanent nature of fusion welding prevents leaks that cause water damage—the most expensive consequence of plumbing failures. Insurance industry statistics indicate that properly installed PPR systems show leak rates 85% lower than threaded metal systems over 20-year periods, translating to substantial savings in repair costs and water damage prevention.

Quality versus Price Trade-offs
Premium couplings from established manufacturers cost 20-40% more than economy brands but offer significantly better reliability. The incremental cost difference amounts to just $50-$150 for an entire residential system, yet the performance difference can be substantial. Low-cost couplings frequently use recycled materials, inadequate quality control, or substandard dimensions that compromise joint integrity. Professional installers report that warranty callbacks for premium products run below 0.1% compared to 2-5% for economy brands, demonstrating that modest additional investment delivers substantial reliability improvements.
Troubleshooting and Repair Solutions
Addressing coupling-related issues requires understanding common failure modes and appropriate remediation techniques:
Identifying Failed Joints
Coupling joint failures typically manifest as slow drips or weeping rather than catastrophic ruptures. Suspect joints show moisture accumulation, water staining, or mineral deposits at the coupling location. During pressure testing, failed joints exhibit pressure drops or visible water seepage. Incomplete fusion often appears as gaps between the pipe end and coupling shoulder, or asymmetric fusion beads around the joint perimeter. Stress-whitened areas near joints indicate overloading or movement during cooling.
Repair Procedures
Failed coupling joints cannot be repaired in place—complete removal and replacement is required. Cut out the defective coupling and a short section of pipe on each side, ensuring cuts are at least 100mm away from the old fusion zones to avoid heat-affected material. Use a repair coupling or two standard couplings with an intermediate pipe section to reconnect the system. If space is limited and pipe rotation is impossible, repair couplings with extended sockets or sliding designs allow connection to fixed pipes. Ensure adequate cooling time before pressurizing repaired sections.
Preventive Inspection Protocols
For critical installations or before concealing pipes in walls or floors, conduct thorough visual inspections of all coupling joints. Verify consistent fusion beads, proper insertion depth, and alignment. Pressure test the complete system at 1.5 times working pressure for minimum 1 hour, monitoring for any pressure drop. Long-term monitoring should include periodic inspection of accessible joints, particularly in areas subject to vibration, thermal cycling, or mechanical stress. Early detection of weeping joints allows repair before significant water damage occurs.